



锡膏的激光焊接工艺
锡膏的激光焊接工艺
激光焊接是通过激光对锡膏/锡丝进行加热的焊接技术 由于激光的非接触式等特点,广泛应用于:汽车线束焊接,PCB元件焊接,接插件,端子管脚焊接,微型元件,功率模组,医疗器械元件,电池封装,太阳能电池,振动马达,音圈相机,MEMS器件封装等传统方式难以焊接的产品上。


激光焊接优点:
- ·加热速度快,可实现局部快速加热,对焊盘和元器件本体基本没有热影响。
- ·非接触式焊接,不损伤电路板,无静电产生,不会因为接触产生应力。
- ·焊接能量可控,精确温控。
- ·能量密度大,热传递效率高。
- ·适用于高温敏感,微型,狭窄空间等传统焊接工艺难以应用的场合。
- ·激光光斑范围为0.2-0.5mm,焊接精度更高。
不同焊接方式对比:
|
方式 |
效率 (1PCS) |
良率 |
品质管控 |
使用 |
维护 |
管理成本 |
|
手工 |
10S |
96% |
一致性不好,对焊点表面有压力影响,容易引起表面变形。 |
烙铁头上的锡易氧化,氧化的锡焊接在焊盘,焊点牢固度降低 |
定期更换烙铁头 |
操作员流动性大,成本越来越高,不能实现自动化生产。 |
|
热压 |
5S |
97% |
一致性不好,对焊点表面有压力影响,容易引起表面形变。 |
热压头上的锡易氧化,氧化的锡焊接在焊盘,焊点牢固度降低。 |
定期更换热压头 |
|
|
激光 |
3S |
99% |
非接触式焊接 |
|
配合自动化生产 |
|
激光焊接温度曲线

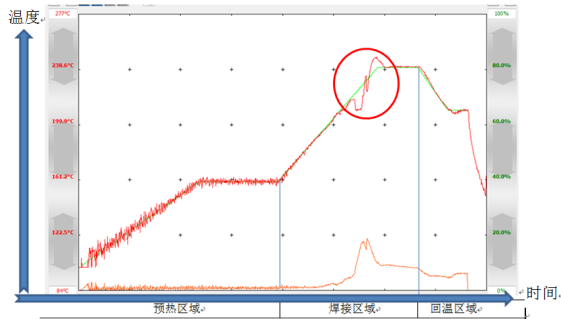
从下到上:黄线(激光功率)、红线(测温器实时测温数据)、绿线(设定焊接温度曲线)
红圈(此处锡膏从活性温度进入焊接温度,锡熔融状态温度变化大)。
激光焊锡分三步,分别是预热,焊接以及回温。
- ·预热区域:等同回流炉的预热区+活性区。目的激发锡膏活性、防止锡膏飞溅。
- ·焊接区域:将活性温度提高至锡膏熔融温度。
- ·回温区域:通常比焊接最高温度低2-30°,用于提高焊接质量,使得锡膏熔融浸润更好,结合更加紧密。
桌面激光锡焊机器人是局部非接触加热的锡膏固化方法,焊接方式非常灵活,可以有效避免其他固化方式带来的潜在风险,比如回流焊会烧坏其他低温元件,电烙铁焊接因为接触式焊接损伤焊盘和元件等,此外桌面激光锡焊机器人可以单台实现锡膏点涂/锡丝送丝与激光焊锡工艺配合作业,制程控制编程灵活,也可以和锡膏喷射阀,锡膏螺杆阀配合使用,扩展性高。如有相关需求,欢迎来电咨询。
创建时间:2022-04-14 15:36
넶浏览量:0